Hotplate baking is a popular technique for film drying and curing, offering advantages over traditional convection ovens such as decreased bake time, increased uniformity, reproducibility, and decreased particle contamination. Hotplate baking heats the substrate from the bottom up, preventing the formation of a skin on the film surface and offering advantages for thick films.
Bake Plate Process Theory
Hotplate bake processing has increased in popularity since the early 1980s. Previously the most common technique for film drying and curing was the convection oven. Bake plates (also known as hotplates) offer several advantages in the form of increased throughput, increased uniformity and reproducibility, and decreased particle contamination. In a typical bake process the substrate is placed into contact with a heated surface of known temperature. The substrate quickly rises to temperature. Drying and curing steps generally take about 1 minute. This is in contrast to traditional oven processes taking 30 minutes or more.
Bake Plates vs Conventional Ovens
Hotplates have several advantages over convection type ovens:
- Decreased bake time
- Increased reproducibility
- Better film quality.
Hotplate bake processing has increased in popularity since the early 1980s. Previously the most common technique for film drying and curing was the convection oven. Bake plates (also known as hotplates) offer several advantages in the form of increased throughput, increased uniformity and
reproducibility, and decreased particle contamination. In a typical bake process the substrate is placed into contact with a heated surface of known temperature. The substrate quickly rises to temperature. Drying and curing steps generally take about 1 minute. This is in contrast to traditional oven processes taking 30 minutes or more.
Particle generation also occurs within a standard oven. In a forced-air, convection oven, substrates are commonly exposed to a flow of particle laden air for at least 30 minutes.
During resin film cures, the substrates will be exposed to considerable particulate contamination. The substrates
are vulnerable since the film may still contain solvents and during this ‘soft’ state, the film is very susceptible to having particles adhere to it.
The Skin Effect
Another disadvantage in normal oven baking results from baking substrates from the “outside in”. Since heat is applied to the outer surface of the film first, a skin forms on the surface of the film thus trapping solvents. Upon vaporizing, these solvents form blisters or bubbles which results in adhesion loss or even bulk film failure. This problem prevails in processes involving thick film resins, e.g. polyimides.
No skin effect occurs on a hotplate since hotplate baking heats the substrate from the bottom up. This “inside out” approach offers advantages for thick films since solvents in the film nearest the substrate are baked off before the fim surface seals over.


Hotplate Bake Variables and Methods
A typical bake process consists of preheating the surface to a known temperature, loading the substrate onto the surface for a specific length of time and removing it promptly at the end of the cycle. The selection of the temperature and time values used as well as the bake method employed all affect the overall performance of the process.
Bake Temperature
The bake temperature used is dependent on several factors. The material and substrate being baked as well as the results desired are key factors to be considered in developing a bake process.
In general, hotplate baking will be performed at temperatures slightly higher than those used in oven bake processes. The film being baked will reach a temperature somewhere between the temperature of the hotplate and the ambient air above the film. As an example, with a hotplate surface temperature of 115°C, a layer of photoresist on a silicon wafer will reach a final temperature of about 105°C after a few seconds. Thicker substrates and/or substrates with lower coefficients of thermal conductivity will require even higher temperatures to compensate for this phenomenon.
Bake Methods
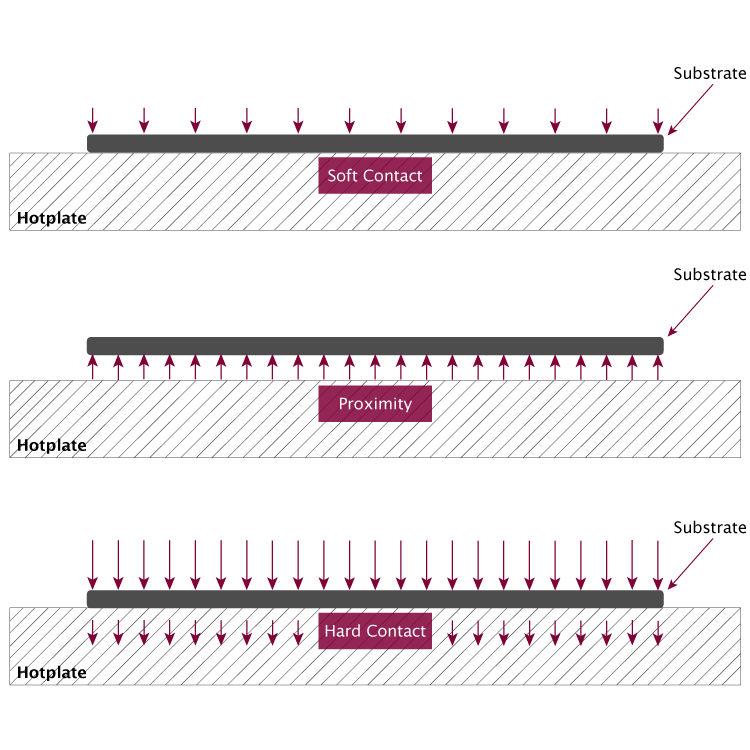
Another important factor is the method of bake. Cee® hotplates allow for three distinct bake methods; proximity, soft contact, and hard contact.
Hard Contact Bake
In a hard contact bake the substrate is held onto the hotplate surface by the application of vacuum to the underside of the substrate. Small holes are machined into the hotplate surface in a pattern that optimizes vacuum distribution without the formation of cold spots or warping of the substrate. This method is usually preferred for silicon and other flat substrates where back-side contact is not a problem.
Soft Contact Bake
Soft contact baking uses gravity alone to hold the substrate onto the hotplate. This method generally offers less uniformity since the substrate-hotplate thermal interface is not as efficient.
Proximity Bake
Proximity baking is accomplished by forcing nitrogen through ports in the hotplate surface. This forces the substrate to float at a distance of one to four mils (25-100µm) above the hotplate surface. Proximity baking allows a slower warm-up than contact bake methods and can be advantageous when baking thick films where blistering would otherwise be a problem.
Another advantage of proximity baking in this manner is that in many cases cambered or warped substrates can be baked with a high degree of uniformity. This is usually not possible with the contact methods since it is not possible to achieve a vacuum under a substrate that is not flat to start with. Processing cambered substrates with the soft contact method creates hot spots where the substrate touches the hotplate and cold spots where it does not. It should be noted as well that this type of proximity process is “self-leveling” in that the substrate will tend to form a uniform gap to the hotplate surface.
Proximity baking also offers the unique advantage of allowing hotplate processing without touching the bottom side of the substrate. An example of this application is photomask processing. In processing these relatively thick glass plates it is important that the back side of the glass not directly touch the hotplate since this causes micro-fractures in the glass itself from rapid heating. By performing the entire bake process in the proximity mode the integrity of the substrate is not endangered and the uniformity is excellent.
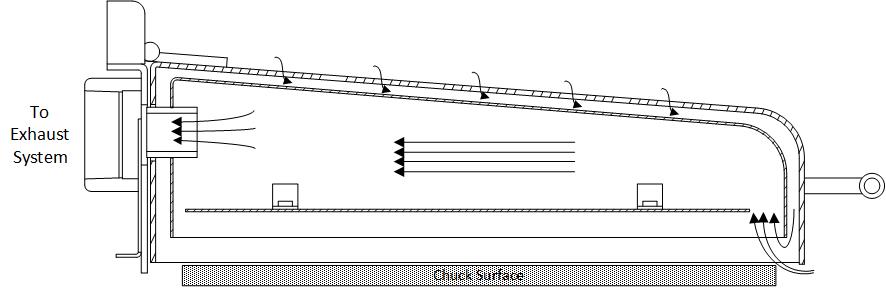
Exhaust Cover
The design of the Cee® exhaust cover promotes the dissipation of vapors removed from a substrate placed on the chuck, without actually drawing air across the chuck surface.
Oven vs Bake Plate Examples
The information below presents process examples for commonly used resins. These figures should not be used as a rigid guideline, since the best method with a particular baking application can only be achieved through experimentation.
APPLICATION: Positive Photo Resist
OVEN BAKE
- 90°C – 30 minutes, Polyimide beta (partial imidization)
- 135°C – 30 minutes, Polyimide alpha (solvent removal)
HOTPLATE BAKE
- 115°C – 30 secs w/Hard Contact bake, Polyimide beta (partial imidization)
- 150°C – 15 secs w/Proximity bake; 150°C – 90 secs w/Hard Contact bake, Polyimide alpha (solvent removal)

Hotplate Process Troubleshooting
As with the spin coating process, there are no absolute rules for hotplate baking, only general guidelines. Following is a list of issues to consider for specific hotplate process problems.
Film Overbaked
- bake temperature too highselect lower temperature
- bake time too longdecrease bake time
Film Underbaked
- bake temperature too lowselect higher temperature
- bake time too shortincrease bake time
Film Blistering or Cracking
- unstable balance in temp/time parametersDecrease temp/increase time
- warm-up time too fastuse proximity bake to preheat substrate
Non-Uniform Bake
- operating with exhaust lid raisedlower lid exhaust
- unstable ambient conditionsprotect against major fluctuations
- bake time too shortincrease bake time
- hotplate surface contaminationclean surface of hot plate
- unstable balance in time/temp parametersdecrease temp/increase time
Did you know that Cee® offers process support for the life of your equipment? Our support team is just a call or email away, ready to provide expert guidance to get your process back on track.
Check out our post on Programmable Lift Pins to learn how Apogee® Bake Plates reduce the need for multiple hotplates!